 Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Sheets
Sheets
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us
Customized Gold Nanoparticles for Precise Biomedical Imaging in Nanotechnology Research
Customer Background
A leading R&D team based in the United States, specialising in nanotechnology, was engaged in developing advanced nanomaterials for biomedical imaging and drug delivery systems. The research group had an extensive ongoing project that focused on using gold nanoparticles to enhance imaging contrast and optimise plasmonic responses for diagnostic applications. Over several years, they had built a solid internal framework but faced challenges when existing suppliers provided materials that did not meet their stringent size-control and purity requirements.
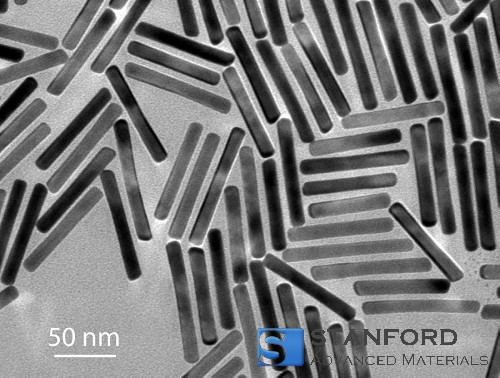
The researchers required nanoparticles with highly controlled dimensions to generate reproducible optical and plasmonic responses. The design demanded a specific particle size distribution with an average diameter adjustable from 10 nm to 50 nm, with a tolerance of ±2 nm, and a gold purity of no less than 99.99%. These specifications were critical for ensuring that plasmon resonance peaks aligned perfectly with the imaging systems, a factor that directly influenced both the resolution and reliability of their experiments.
Challenge
The main challenge for the team was to obtain gold nanoparticles that could consistently meet three specific requirements:
• Precision in size distribution: The nanoparticles needed to be manufactured with an average diameter and controlled variation of ±2 nm across batches.
• High chemical purity: Gold purity had to exceed 99.99%, minimising contamination risks that could affect biomedical compatibility and plasmonic behaviour.
• Delivery reliability: Given the delicate nature of nanomaterials, ensuring a controlled environment during packaging and shipment was essential to prevent agglomeration or surface oxidation.
In previous attempts, the customer noted that even minor deviations in size or purity not only affected the optical responses but also introduced inconsistencies in the drug delivery mechanisms being studied. Additionally, the project was on a tight schedule – any delays in sourcing the nanoparticle materials could jeopardise the experimental timeline and result in costly setbacks. The material instability during prolonged storage and transport further compounded the risk, requiring a trusted supplier who could ensure environmental controls and minimise degradation.
Why They Chose SAM
When the research team confronted these issues, they reached out to multiple suppliers. They ultimately selected Stanford Advanced Materials (SAM) due to our extensive 30+ years of experience and proven track record in supplying advanced materials worldwide. Our team's approach was centred on understanding the stringent engineering controls required to manufacture nanoparticles suitable for their ambitious biomedical imaging applications.
During the initial discussions, we provided detailed feedback on thermal sensitivity during manufacturing, the impact of bonding agents used in colloidal suspensions, and the necessary packaging techniques to prevent oxidation. Our engineers addressed concerns such as:
• Maintaining a consistent particle size during high-volume synthesis.
• Ensuring the chemical environment during fabrication prevented any loss of purity.
• Balancing the lead time demands with rigorous quality assurance so that each shipment meets process stability demands.
These discussions reassured the customers that we could customise production methods to align with their critical experimental parameters. Our local support network and global supply chain capabilities further alleviated concerns related to consistent material delivery within the required lead time.
Solution Provided
SAM developed a customised production process specifically designed to meet these nanoparticle requirements. Our process began with the selection of ultra-high purity gold precursors, ensuring that the final product achieved a minimum purity threshold of 99.99%. To ensure precise size control, we implemented a multi-stage reaction process that allowed us to adjust the reaction kinetics and particle nucleation rates. This process enabled us to achieve a uniform average diameter with a tight tolerance of ±2 nm across synthesised batches.
The production process incorporated the following technical specifics:
• Reaction Environment: Our synthesis was performed under rigorously controlled inert atmosphere conditions to prevent any chemical oxidation. Temperature stability was maintained within ±0.5°C to reduce fluctuations in particle size distribution.
• Particle Size Control: We integrated a sequential seeding procedure where the initial nucleation phase was carefully managed. By adjusting reducing agent concentrations, the particle growth phase was controlled with a precision that met the ±2 nm tolerance requirement.
• Stability Assurance: Post-synthesis, the nanoparticles were immediately stabilised using a tailored ligand coating. This coating not only prevented agglomeration but also maintained surface activity essential for plasmonic response. The packaging involved vacuum sealing each batch under a nitrogen atmosphere, ensuring minimal exposure to environmental elements during transport.
Furthermore, a key real-world constraint was addressed: the lead time between order placement and final delivery. Recognising the time-sensitive nature of the biomedical research, our production schedule was optimised to ensure delivery within a maximum of two weeks, while still adhering to quality and consistency standards.
Results & Impact
After implementing SAM's solution, the research team validated the performance of the gold nanoparticles in both imaging and drug delivery tests. Key measurable outcomes included:
• Reproducibility Enhanced: The nanoparticle batches consistently met the size distribution specifications. This precision directly contributed to a measurable improvement in the consistency of the plasmon resonance peak, thereby increasing imaging resolution.
• Purity and Stability: The high gold purity level minimised unexpected interactions in biological environments, leading to more predictable drug release profiles during in vitro tests. The protective ligand coating maintained nanoparticle stability during prolonged storage.
• Operational Efficiency: Short lead times and reliable packaging reduced overall project downtime. With material variability no longer a concern, the research group could focus on optimising experimental conditions rather than troubleshooting material inconsistencies.
These results not only enhanced the reliability of the imaging and drug delivery experiments but also provided valuable insights into scaling the nanoparticle synthesis process for future applications. SAM's ability to address both the technical and timeline constraints contributed directly to saving significant research time and cost.
Key Takeaways
Working with a supplier experienced in advanced materials can be pivotal when dealing with precision-dependent applications. In this instance, detailed attention to particle synthesis methods, size control under tight tolerances, and careful packaging practices made the difference in achieving reproducible experimental outcomes. The effective management of production lead time is equally critical—ensuring that high-quality materials are delivered when needed without compromising the integrity of the research process.
For research teams facing similar challenges in nanotechnology applications, relying on a partner with decades of experience and a global supply chain provides the assurance needed to meet stringent technical demands. Stanford Advanced Materials (SAM) remains committed to delivering customised solutions that meet precise specifications, enabling researchers to focus on advancing their technologies with confidence.

 Dr. Samuel R. Matthews
Dr. Samuel R. Matthews
