 Bars
Bars
 Beads & Spheres
Beads & Spheres
 Bolts & Nuts
Bolts & Nuts
 Crucibles
Crucibles
 Discs
Discs
 Fibers & Fabrics
Fibers & Fabrics
 Films
Films
 Flake
Flake
 Foams
Foams
 Foil
Foil
 Granules
Granules
 Honeycombs
Honeycombs
 Ink
Ink
 Laminate
Laminate
 Lumps
Lumps
 Meshes
Meshes
 Metallised Film
Metallised Film
 Plate
Plate
 Powders
Powders
 Rod
Rod
 Sheets
Sheets
 Single Crystals
Single Crystals
 Sputtering Target
Sputtering Target
 Tubes
Tubes
 Washer
Washer
 Wires
Wires
 Converters & Calculators
Converters & Calculators
 Write for Us
Write for Us
Spherical Powder In Additive Manufacturing
1 Introduction
Additive Manufacturing Technologies (AM) or 3D printing (3DP) is a process for producing solid components by depositing material in layers according to three-dimensional CAD data.
The development of 3D printing technology has followed a steady progression. From its early phase as rapid prototyping to its current broad implementation, 3DP is employed in fields such as jewellery design, shoe design and manufacture, industrial design, architectural design, engineering design and construction, automotive design and manufacture, aerospace, dentistry and other medical sectors.

Fig. 1 3D printing technology is widely used
2 Additive Manufacturing Technologies and Historical Development
Additive manufacturing (AM), also known as 3D printing, is a manufacturing process in which three-dimensional objects are produced by depositing materials in layers. Unlike traditional subtractive manufacturing (e.g. machining) and uniform material casting (e.g. moulding), AM employs a discrete layering principle. It does not require the creation of moulds or complex tools and utilises the digital model directly. Consequently, the design may be modified and complex structures can be produced without extra tooling.
This process is particularly suitable for fabricating parts that are highly complex and difficult to manufacture by conventional methods. For instance, internal channels and thin-walled components may be produced directly by near-net shape techniques. Consequently, part count and assembly requirements are reduced, and performance may be improved (for example through weight reduction). In addition, AM supports rapid iterative cycles of design, testing and adjustment. The precise layer-by-layer material deposition reduces waste to less than 10 % when compared to conventional techniques.

Fig. 2 Novel additive manufacturing technology for composite materials developed for aerospace structures
AM processes are generally classified according to forming principles and material characteristics. In practice, techniques include powder bed melting (e.g. SLM/EBM), material extrusion (e.g. FDM), light curing (e.g. SLA/DLP) and directed energy deposition (DED). First, a three-dimensional model is created using CAD software. Then the digital model is sectioned into two-dimensional layer data. The machine then directs either an energy source (such as a laser or electron beam) or an extrusion system in accordance with the layer data. For example, in SLM technology (Powdered Metal Bed Melting) high-energy lasers melt selected regions of metal powder layer by layer to form parts of high density. In SLA technology, UV lasers are used to cure liquid photosensitive resin into fine features. Post-processing, such as powder removal, heat treatment or surface polishing, is required to meet performance specifications.
Table 1 EBM vs. SLM
|
Characterisation |
EBM |
SLM |
|
Energy source |
Electron beam |
Laser |
|
Environment |
High vacuum |
Inert gas (e.g. argon) |
|
Suitable materials |
Metals with high melting points (titanium, tantalum, tungsten, etc.) |
Stainless steel, aluminium alloys, cobalt-chrome alloys, etc. |
|
Component size |
Large scale, thick layer |
Small and medium scale, high-precision details |
The additive manufacturing process commences with design and pre-processing. It covers the analysis of the component structure, model validation and build layout planning; the optimisation of support structures and deposition paths directly influences later processing accuracy and efficiency. The powder design is synchronised with the properties of the metal material. For example, the particle size distribution and the flowability influence the quality of the powder spread. After manufacture, post-processing includes powder removal, heat treatment to remove residual stress, support structure removal and separation from the build plate, followed by precision machining (e.g. welding, polishing) and non-destructive testing to confirm that the component meets operational standards.
During assembly, validation tests and metallurgical certifications form part of a complete production programme. This programme may include special coating processes (for example, thermal barrier coatings) to improve heat and oxidation resistance in high-temperature environments. The entire process follows an iterative cycle of optimising process parameters and material properties. For instance, the "Design-Manufacture-Test-Improve" cycle may be applied as described by Gradi et al. (2021). This cycle facilitates the transition from prototyping to serial manufacture and ensures that the performance of AM components is maintained under extreme operating conditions.
In the 1980s, early 3D printing technology emerged under the name rapid prototyping. Its main concept was to print objects layer by layer from a digital model, thereby enabling swift prototyping. In the subsequent phase, from the 1990s until the early 21st century, the technology matured. It was applied not only in industrial design, model making and prototyping but also progressively in medicine, aerospace, automotive and architecture. With the advent of the 21st century, 3D printing technology has made further advances. It can now produce complex structures and precision parts, and it is capable of multimaterial and multicolour printing. As a result, the use of 3D printing in manufacturing, medicine, aerospace and other fields has become more extensive and detailed.

Fig. 3 Additive Manufacturing Technology
3 Spherical Powder: Core Material and a Key to the Development of Additive Manufacturing Technology
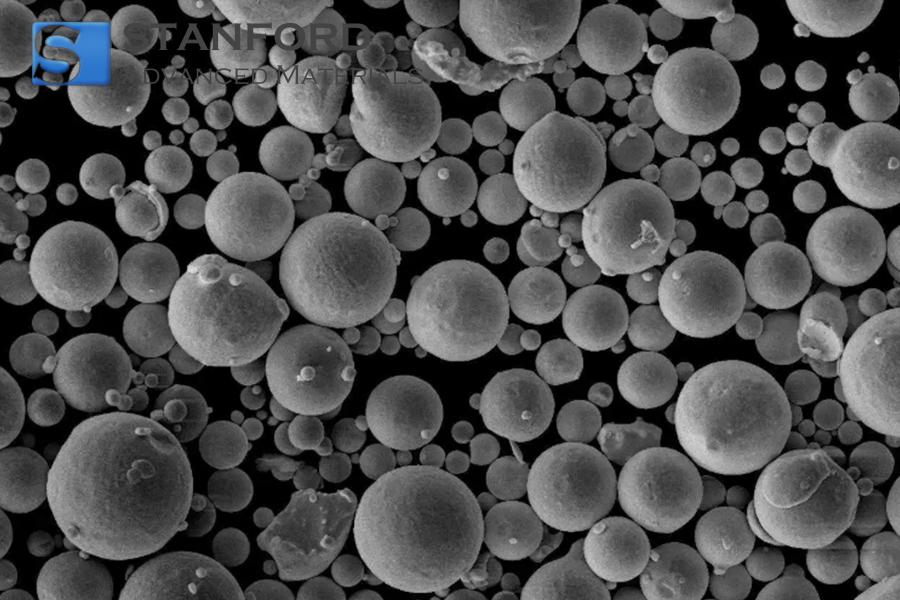
Spherical powders consist of metal or alloy particles produced using advanced processes that yield near-perfect spherical or spheroidal morphology. They are considered the standard material in AM. The primary advantage lies in the physical properties: high sphericity (a sphericity coefficient close to 1) ensures a uniform powder distribution during deposition, thereby reducing porosity between layers. The excellent flowability ensures rapid filling of the powder in confined or intricate geometries, which in turn improves deposition efficiency. Strict control of the low oxygen content (for example, titanium alloy powders with an oxygen level below 0.15 %) ensures that contamination does not adversely affect the mechanical properties of the parts. In addition, the narrow particle size distribution (for example, 15–60 μm for selective laser melting) meets the specific requirements of various AM processes and provides a foundation for high-quality component formation.
Spherical powders play an essential role in AM. Their high flowability and uniform deposition directly affect the density and performance of the produced part. For example, when using spherical titanium alloy powders (such as Ti-6Al-4V) in Laser Powder Bed Fusion (LPBF), the component density can reach 99.9 %, thereby reducing cracks and residual stresses. This capability allows AM to overcome standard manufacturing limitations. Given that internal cooling channels in engine blades and porous structures for customised bone implants are both manufacturable by AM, the design may be optimised for functionality and reduced weight. In addition, the layer-wise process combined with the efficient packing properties of spherical powders can increase material utilisation to over 90 %, thereby reducing production costs and resource waste. In aerospace, turbine blades made from spherical high-temperature alloys (for example, Inconel 718) can operate at temperatures exceeding 1 000 °C. In medicine, the use of biocompatible titanium alloy powders in Electron Beam Melting (EBM) reduces costs by up to 80 % when compared to conventional methods.

Fig. 4 Spherical TC4 powder based on titanium (Ti-6Al-4V)
The processing method for spherical powder directly affects its quality and cost. Important techniques include aerosolisation, the plasma rotating electrode process (PREP) and high-energy plasma spheronisation (HEPS). The aerosolisation method, in which a metal liquid stream is atomised into microdroplets by a high-speed air stream and solidified into spherical powder, accounts for over 80 % of the market share. However, control of the oxygen content and equipment costs remain challenging. The PREP technique produces high-purity powder from a rotating plasma electrode, especially for titanium and other reactive metals, although its high energy consumption restricts its use. Recently, HEPS has improved recycled powder quality by receiving a second spheroidisation treatment on irregular powder. This method achieves 100 % recycling of titanium waste and supports a low-waste manufacturing process. The industry still faces challenges. For instance, reliance on imported high-quality atomisation equipment results in a domestic production yield of less than 80 % for titanium powder, while fluctuations in particle size distribution and oxygen content may lead to performance variations between batches. This is critical for aerospace and other high-demand sectors.
Although the high flowability and uniform distribution of spherical powders provide a strong basis for AM, the as-built surface roughness (typically Ra 5.5–8.9 μm) must be minimised through post-processing to meet functional requirements under extreme conditions. For tungsten parts produced by laser powder bed fusion (L-PBF), vertical surface roughness (Ra 5.5 μm) is lower than that on surfaces angled at 45° (e.g. Ra 8.9 μm). In such cases, chemical-mechanical polishing (CMP) or electrochemical polishing is applied to reduce Ra to below 1 μm, which decreases stress concentration and extends component life. Furthermore, protective coating techniques are required in high-temperature and corrosive environments. External surfaces may be treated with ferrochrome-silicon slurry diffusion coatings that, when sintered, form a dense oxide layer resistant to temperatures up to 1 300 °C. For complex internal flow channels, thermal spray processes using MoSi₂ improve oxidation resistance while maintaining geometric accuracy. These post-processing measures offset the inherent roughness of AM surfaces and improve the reliability of high-end applications such as aerospace nozzles and reactor components, given that the narrow particle size distribution reduces material loss during polishing.

Fig. 5 Laser powder bed fusion
4 Various Types of Spherical Powders for Different Additive Manufacturing Processes and Applications
4.1 Selective Laser Melting (SLM): A Method for Precision Manufacture
Selective Laser Melting (SLM) uses high-energy lasers to melt metal powder in layers, which is suitable for fabricating small, precise components. The powder specifications are strict. The particle size should be within 15–60 μm, the sphericity above 0.9, the oxygen content below 0.15 %, and the presence of hollow particles must be excluded to ensure melt pool stability and component density. In aerospace, for example, SLM-printed engine blades made from titanium alloys (such as Ti-6Al-4V) have achieved a weight reduction of 30 %, while maintaining high temperature stability through the design of internal lattice structures. In the medical sector, personalised orthopaedic implants produced from titanium alloys shorten patient recovery time because the porous surface promotes osteoblast growth.

Fig. 6 Selective Laser Melting (SLM)
4.2 Selective Electron Beam Melting (EBSM): An Efficient Solution for Large-Scale Components
Selective Electron Beam Melting (EBSM) employs a high-energy electron beam to process larger and thicker components. The powders require a broader particle size range of 45–105 μm, high apparent density and excellent heat resistance. For instance, in aerospace, using EBSM to produce a load-bearing frame from a titanium alloy has increased material utilisation by up to five times, thereby reducing raw material wastage. In the automotive sector, EBSM combined with copper alloy powder (e.g. CuCrZr) has been used to manufacture components for efficient heat dissipation. Given that the cooling channel design has been optimised, the heat dissipation efficiency of electric motors has increased by 40 %.

Fig. 7 Selective Electron Beam Melting (EBSM)
4.3 Laser Melting Deposition (LMD): A Tool for Repair and Reinforcement of Large Components
Laser Melting Deposition (LMD) is applied to repair or reinforce the surfaces of large components. This process requires powder with good flowability, a particle size of 90–250 μm and high purity to ensure an effective cladding layer. In aerospace, LMD is applied for the repair of worn turbine blades. The service life of these blades is increased threefold by utilising graded materials (for example, cobalt alloys and tungsten carbide composite coatings). In heavy machinery manufacture, LMD is used to form large hydraulic valve housings. By integrating the design of the internal bore, assembly requirements are reduced and leakage risks decrease by up to 70 %.

Fig. 8 Laser Melting Deposition (LMD)
4.4 Cross-Industry Applications: From Aerospace to Consumer Electronics
In aerospace, SLM and EBSM combine spherical titanium powder with high-temperature alloy powders to enable lightweight and structurally efficient designs. For example, a specific rocket model has integrated over 200 cooling channels in the combustion chamber that can withstand temperatures exceeding 1 200 °C. In medicine, EBSM utilises biocompatible titanium powder to mass-produce standard orthopaedic implants. This results in production costs that are 80 % lower than traditional methods and supports rapid post-operative osseointegration due to the porous surface. In consumer electronics, titanium powder with a particle size below 30 μm is produced using HDH (hydrided dehydrogenation) and high-energy plasma spheronisation (HEPS) for the 3D printing of mid-frame components for mobile phones. The yield exceeds 80 %, while mechanical strength and thinness specifications are maintained to meet the requirements of manufacturers such as Apple, Huawei and others for mass production.
5 Future Trends: Material Innovation and Sustainable Development
Although additive manufacturing has found extensive application in aerospace, medicine and other sectors, it currently faces challenges such as material performance limitations, high process costs and resource sustainability. For example, conventional titanium alloy powder tends to creep and deform at temperatures above 1 000 °C, while conventional powder recycling techniques achieve reuse rates below 50 % due to oxidation issues. Material innovations and intelligent process controls are required to address these issues. NASA’s superalloy GRX-810, for instance, has achieved a threefold increase in strength at 1 200 °C through the use of ODS (oxide dispersion strengthening). Furthermore, intelligent process control systems (such as Siemens AM Monitor) adjust laser power and scan paths in real time based on melt pool morphology and thermal distribution. Consequently, porosity in parts can be reduced from 2 % to less than 0.5 %.
In terms of sustainability, HEPS technology enables 100 % recycling by converting titanium scrap into high-purity spherical powder. The scaling of equipment, for example using GE Additive’s ATLAS lasers to print parts up to one metre in size, facilitates cost-effective production of large components for aerospace. Additionally, research is underway into in-situ manufacturing in space (ISAM), where metal oxides present in lunar regolith (such as ilmenite) are used to directly produce spherical powders. The ESA’s PROSPECT project has successfully produced titanium powder from simulated lunar soil. In future, components such as radiation protection capsules and fuel tanks may be 3D printed on the Moon, thereby lowering the transport costs for space exploration materials.
From laboratory methods to industrial production, additive manufacturing is advancing towards a model of high-end manufacture based on material diversification, real-time process control and closed-loop resource management. Spherical powder, as a critical medium in this process, will continue to play a significant role in modernising sectors such as aerospace, medicine, healthcare and renewable energy.

Fig. 9 The future of 3D printing technology
6 Conclusion
Spherical powders have become a core material in additive manufacturing due to their high sphericity, excellent flowability and low oxygen content. They facilitate the production of components with high density, low weight and integrated functionality. In aerospace, titanium and high-temperature alloy powders have been applied to form combustion chambers with over 200 cooling channels and temperature resistance exceeding 1 200 °C; in medicine, porous titanium alloy implants promote customised treatment through biocompatible design; and in consumer electronics, fine titanium powder supports efficient mass production of mid-frame components with yields above 80 %.
The industry continues to face challenges such as high equipment costs (for example, the need to import plasma spheronisation units), variability in powder performance (in terms of oxygen content and particle size distribution) and a lack of standardisation. In the future, material innovation and intelligent process control will be critical. NASA’s GRX-810 superalloy benefits from oxide dispersion strengthening and exhibits double the high-temperature strength, while AI-driven process optimisation systems adjust melt pool parameters in real time to reduce porosity to below 0.5 %. Furthermore, powder recycling technologies (such as HEPS) and equipment scaling (for example, printing one-metre components) will improve resource efficiency. Research into in-situ manufacturing in space (ISAM) also explores the extraction of titanium powder from lunar regolith.
From laboratory studies to industrial production, additive manufacturing is reshaping high-end manufacture with material diversification, process control and resource recirculation. Spherical powder, as the principal medium in these developments, will continue to underpin advances in aerospace, titanium alloy and high-temperature alloy applications. With enhanced global R&D collaboration and improvements in the industrial chain, AM will expedite the shift towards more efficient and sustainable production, thereby providing lasting support for the exploration of extreme environments and progress towards Industry 4.0.
Further Reading:
Gas-atomised spherical powders: Addressing the technological and practical challenges




 Chin Trento
Chin Trento



